Predformová forma je vysoko komplexný a sofistikovaný stroj na vstrekovanie plastov. Je vyrobený z nerezovej ocele s vysoko lesklou povrchovou úpravou a tvrdosťou HRC 48-52. Jeho základňa je navyše pochrómovaná, čo pomáha predchádzať korózii. Najlepšou časťou formy sú jej samosvorné a uzatváracie dutiny, ktoré zaručujú presnosť a zníženú chybovosť pri finálnej výrobe predlisku.
Hlavné komponenty predlisku pre domáce zvieratá sú vyrobené z materiálu S136, zatiaľ čo základňa formy je vyrobená z dovážaného P20. Komponenty formy sú tepelne spracované v nemeckej vákuovej piecke, aby sa zabezpečila tvrdosť HRC45-HRC48. Stroj je tiež vybavený obrábacími strojmi dovezenými z Japonska a Ameriky, vďaka ktorým je proces výroby predliskov presnejší a zameniteľnejší. Predformová forma sa vyrába s použitím dvoch až piatich dosiek s až 144 dutinami na formu.
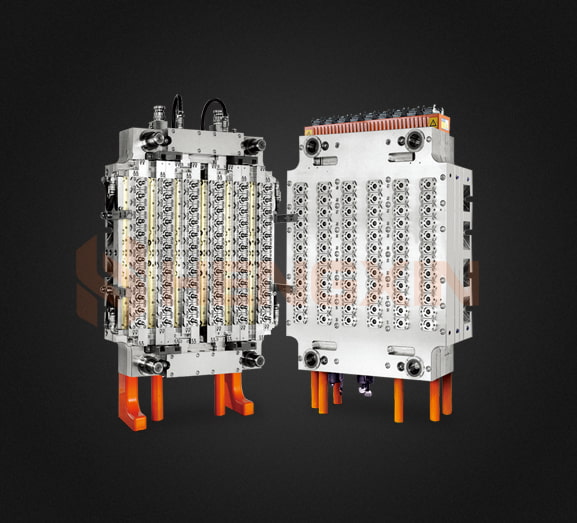
Hlavnými obmedzeniami systému studených vtokov sú jeho obmedzené možnosti automatizácie a náročnosť automatizácie. Ťažká pohyblivá doska PET predliatkovej formy môže rýchlo opotrebovať mechanické obmedzovače pohybu a vodiaci systém dosky. Preto sa predformová forma využívajúca systém horúcich vtokov všeobecne používa na vysokorýchlostné vstrekovanie. Najbežnejším typom tohto typu vstrekovacieho stroja je metóda horúceho vtoku.
Predformová forma používa materiál S136. Hlavné komponenty vyrába švédsky ASSAB, zatiaľ čo základ formy je dovážaný z P20. Komponenty sú tepelne spracované v nemeckej vákuovej piecke. Tento proces zaručuje tvrdosť HRC45-HRC48. Stroj je vybavený mnohými obrábacími strojmi vrátane CNC frézok a sústruhov. To zvyšuje presnosť spracovania a zameniteľnosť.
Predformová forma je vyrobená z ocele. Jeho steny sú vyrobené z S136 alebo 2316. Posuvník a vložky jadra sú titanizované a rozdiel v hmotnosti je menší ako 0,3 g. Predlisková forma je inštalovaná na vstrekovacom stroji a používa sa na výrobu predliskov so širokým hrdlom. Ak hľadáte kvalitnú formu na vstrekovanie plastov, môžete si byť istí, že tento typ formy prinesie výsledky.
Predformová forma je dôležitým nástrojom pri vstrekovaní plastov. Je nevyhnutný pri výrobe vysokokvalitných dielov. Je to najbežnejší spôsob formovania plastov. Vstrekovacie formy, horúce vtokové a studené vtokové vstrekovacie formy sú najbežnejšie. Pred rozhodnutím, ktorá metóda je pre váš projekt vhodná, je dôležité zvážiť náklady na tieto metódy. Keď sa rozhodnete pre typ predliatkovej formy, môžete začať proces jej prispôsobenia.
Výber typu predliskovej formy je veľmi dôležitý. Typ materiálu, ktorý si musíte vybrať pre svoje produkty. Predlisok so širokými ústami je najlepšou voľbou pre veľké množstvo aplikácií. Vstrekovacie formy sú určené na formovanie rôznych materiálov. Môžu byť vyrobené z ocele S136 alebo titánu 2316. Môžete si vybrať aj plastovú formu s rôznymi tvarmi a dutinami. Tieto predlisky sa tiež nazývajú tepelne tvarované a vstrekované do dutiny s uzavretými ústami.
Výber správneho typu predliskovej formy je mimoriadne dôležitý. Predlisovaná forma by mala byť trvanlivá a odolná voči korózii. Mal by odolať aj vysokej teplote. Napríklad by mal odolať teplotám, ktoré môžu dosiahnuť až 200 stupňov Fahrenheita. Okrem toho by predformová forma mala byť schopná odolať tlaku až 2 milióny psi.
Jej hrúbka je kontrolovaná na 0,10 mm a hmotnosť formy je garantovaná pri dvoch až piatich predliskoch za minútu. Jedna forma môže vytvoriť 144 dutín. Najlepšie sa hodí pre produkt so širokými ústami. Vhodné materiály pre formu zahŕňajú oceľ S136 a legovanú mosadz. Hlavnou nevýhodou foriem so studenými vtokmi je, že nie sú automatizované. Ťažká pohyblivá doska PET predliatkovej formy spôsobuje rýchle opotrebovanie vodiaceho systému dosky a mechanických obmedzovačov dráhy.
Dobrá predformová forma má schopnosť produkovať vysokokvalitné PET predlisky. Mal by mať vhodnú obrazovku na kontrolu množstva materiálu, ktorý sa má tvarovať. Obrazovka predlisku má zvyčajne otvory s veľkosťou jednej osminy palca a stredy s veľkosťou tri šestnástiny palca. Niektoré aplikácie však môžu vyžadovať väčšie alebo menšie otvory. Príliš veľká clona môže spôsobiť prepadnutie alebo roztrhnutie predlisku.







